
Safety, Security & SOP Compliance in Manufacturing
Problem
Safety and security are paramount in the manufacturing environment, where numerous hazards pose risks of accidents, injuries, and even fatalities. Manufacturing companies face several challenges in ensuring the safety, security, and compliance with standard operating procedures (SOPs):
- Protecting Workers: The primary goal is to provide a safe and healthy work environment for employees, minimizing the risk of workplace injuries and illnesses.
- Reducing Costs: Ensuring safety measures can lead to a reduction in workers’ compensation claims, lost productivity, and potential legal liabilities arising from accidents.
- Improving Productivity: When workers feel safe and secure, their focus and engagement in work improve, leading to increased productivity.
- Meeting Regulations: Compliance with safety regulations and industry standards is crucial to guarantee the well-being of workers and the overall manufacturing process.
Applications
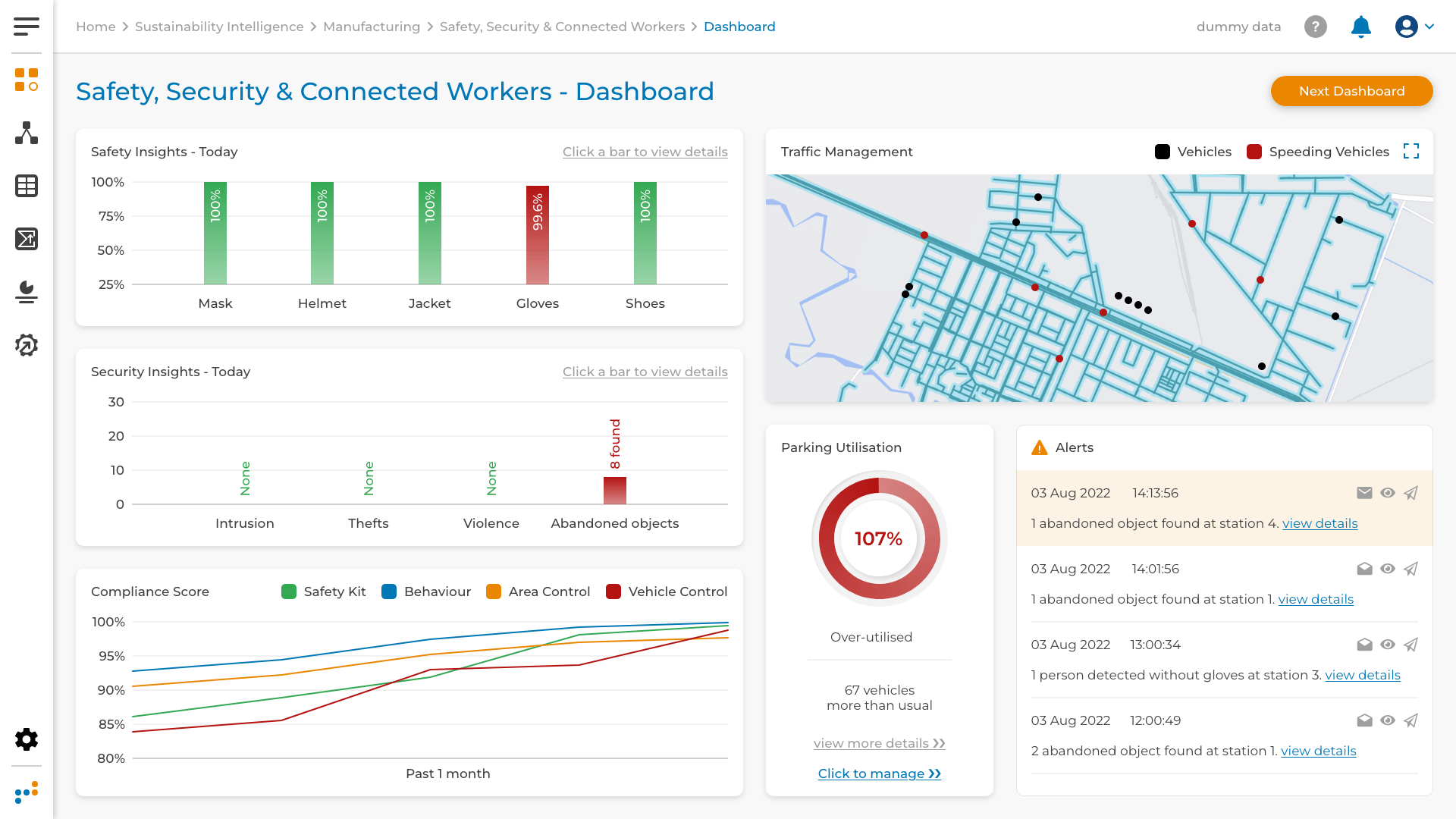
To address the challenges and ensure safety, security, and SOP compliance in the manufacturing environment, several applications can be deployed:
- PPE Kit Detection: Real-time detection of Personal Protective Equipment (PPE) ensures that employees are wearing the necessary gear, preventing workplace injuries, illnesses, and deaths.
- Prohibited Actions Detection: Artificial intelligence can be used to detect and alert on prohibited activities such as smoking cigarettes or other hazardous behaviors.
- Lighting Level Control: Monitoring and controlling lighting levels reduce risks associated with working at night or in loading and unloading zones.
- Head Counting: Implementing technology for head counting helps identify the number of people present on the shop floor, ensuring compliance with occupancy limits and tracking personnel during emergencies.
- Hazard Detection: Machine learning algorithms can be trained to detect and alert security personnel when someone enters a restricted or hazardous area, preventing unauthorized access and potential accidents.
- Access Control: Computer vision technology can be utilized to control access to secure areas of the manufacturing facility, ensuring only authorized personnel can enter sensitive zones.
Approach
The approach involves deploying various sensors, cameras, and AI-driven technologies to continuously monitor the manufacturing environment for safety and security compliance. Machine learning algorithms are trained on historical data and real-time inputs to identify and respond to potential hazards and security breaches.
Benefits
The adoption of safety, security, and SOP compliance measures in manufacturing brings significant benefits:
- Worker Safety: By implementing real-time safety measures, the risk of workplace accidents and injuries is significantly reduced, ensuring the well-being of employees.
- Cost Savings: Reducing accidents and injuries results in lower workers’ compensation claims and associated costs, leading to cost savings for the manufacturing company.
- Productivity Enhancement: A safe and secure work environment fosters higher employee engagement and focus on tasks, leading to improved productivity and efficiency.
- Regulatory Compliance: Meeting safety regulations and SOPs ensures compliance with legal requirements and industry standards, mitigating potential penalties and legal liabilities.
- Emergency Response: Early detection of hazards and access control measures improve the facility’s ability to respond promptly during emergencies, enhancing overall safety and security.
- Loss Prevention: Preventing prohibited actions and unauthorized access helps in preventing losses due to security breaches and potential theft or vandalism.
By investing in safety, security, and SOP compliance measures, manufacturing companies can protect their workforce, reduce costs, improve productivity, and maintain compliance with regulations, creating a safer and more efficient manufacturing environment.